
「春めいてきました」と書こうと思っていたのですが、現在4月4日午後3時45分時点で、名古屋は21℃(スマホの天気アプリでは)。たぶん事務所の中は25℃くらいあって、初夏の様そうです。最近、春と秋が短くなってきている気がします。気のせいでしょうか??
今回のブログはスランピングをする前の削りと磨き処理、そして、その後のスランプの温度帯でのファイヤーポリッシュについてご紹介したいと思います。
ガラスを焼成前にルーターで削って、そのまま焼くと白く濁ったような跡が付く。という経験ありませんか?よく削り跡が残るという風に表現します。ルーターで削るとガラスに細かい傷が付きます。これはガラスの表面に細かい凸凹ができた状態になっています。このまま焼くと、ガラスが溶けた際に細かい凹みに空気が閉じ込められ、焼成後に白く濁ったように見えるようになります。ルーペなど見てみると、細かい泡が見えます。これが削り跡の正体です。
これをなくすには、粗削りをした後、細か目のダイヤモンドで軽く削り、さらに磨き布などで軽く磨くと、低い温度で焼成しても削り跡が残らずピカピカに焼き上がります。
写真で 削り跡~スランピング温度帯でのファイヤーポリッシュまでを見ていきましょう。
1.

80086 GR3/4S(#120くらい)と80089 GR3/4SFスーパーファイン#600
2.

80086 GR3/4Sで削った跡。 かなり白く濁って、削り跡が付いています。
3.
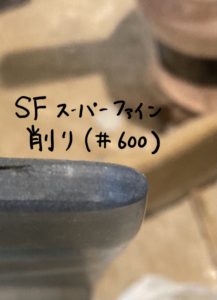
80089 GR3/4SFで削った跡。 白く濁った跡は消えて少し表面が滑らかになりました。
4.
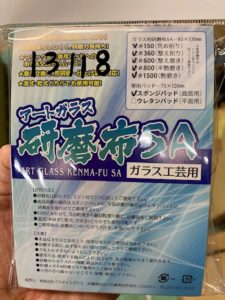
13118 研磨布SAセット 文字通り研磨用の布。
5.

このセットの中の#360でた磨いた状態。 なぜ#(番手)がルーターの刃の#600より粗いのに、磨きができるのか?それは、ダイヤ刃で機械で削るのと、布で手磨きするのでは、力の入り方が違い結果、機械=削る作業、手磨き=磨く作業になっているからです。
6.

スランピング温度625℃で10分焼成した状態。通常ファイヤーポリッシュは780℃くらいと言われていますが、今回はそれよりもかなり低い温度で焼成しても削り跡がしっかり消えました。
このように焼成前に一手間、二手間かかりますが、焼き上がりはとても綺麗になります。もしルーターで削ってから焼くという時は、一度この方法をお試しあれ。
by jun